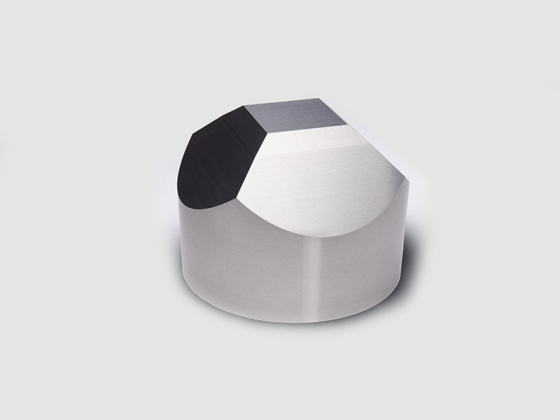
六面压机硬质合金顶锤
硬质合金顶锤是合成人造金刚石等超硬材料的关键部件,以优良细颗粒WC为原料,具有粉末粒度分布集中、杂质含量少、合金抗压强度高等优势,产品规格为φ103-φ240。
六面顶锤是超硬材料行业刚需耗材,整套六面压机产能、生产成本直接由顶锤寿命、品质决定,高品质硬质合金顶锤能大幅减少停机换锤频次,提升金刚石成品品级与产量
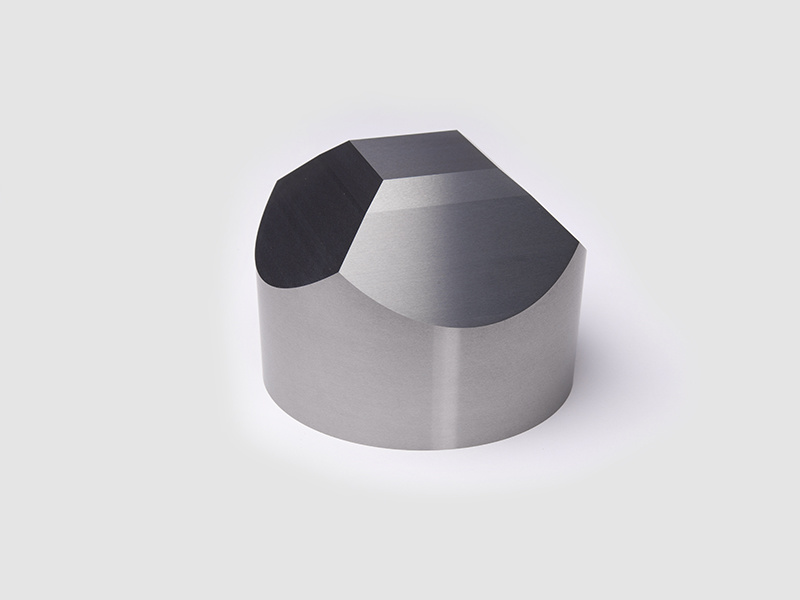
硬质合金顶锤(俗称六面顶锤、合成锤)是六面顶超高压合成压机核心易损件,采用高钴 / 低钴钨钴硬质合金(WC-Co)压制成型、高温烧结精密加工而成,图中工件就是标准八角面顶锤,六台压机分别使用 6 块顶锤合围,构建密闭超高压高温腔体,用于人造金刚石、立方氮化硼(cBN)超硬材料合成。
结构外形
主体圆柱基体:承载巨大挤压力,保证整体刚性;
顶部八角斜面:6 块顶锤斜面相互贴合密封,合围出正八面体合成腔;
平整承压底面:贴合压机钢环 / 支撑垫块,均匀分散万吨级压力;
规格标准化:按腔体尺寸分为小、中、大顶锤,图中展示多尺寸系列,适配不同产量六面压机。
核心材质与性能
主流材质为 YG8、YG10、YG12、YG15 钨钴硬质合金:
超高抗压强度:可承受 5000–12000 吨瞬时挤压力,抗压强度≥4200MPa;
高硬度、高耐磨性:WC 硬质相保障长期反复挤压不快速磨损;
适中韧性:钴相提升抗冲击能力,避免高压下崩角、开裂;
热稳定性:合成腔温度 1300–1800℃,顶锤不易高温软化变形。
工作原理
六面压机上下、左右、前后共 6 个油缸,分别推动 1 块硬质合金顶锤,6 个八角斜面精准对顶,中心形成密闭超高压腔;腔内放入石墨、触媒、金刚石籽晶,在5–8GPa 高压 + 1400–1700℃高温下,石墨相变合成人造金刚石单晶,顶锤是唯一承受极端高压的密封承压载体。
主要应用场景
人造金刚石合成:工业金刚石磨料、切割片、钻头原料生产;
立方氮化硼 cBN 合成:超硬刀具、精密磨削材料;
科研超高压实验:地质模拟、新材料高压合成实验室六面顶设备。
产品优势
密封性好:精密研磨八角贴合面,高压不漏介质、不跑压;
使用寿命长:致密无孔隙烧结工艺,减少炸锤、裂锤损耗,降低生产成本;
尺寸精度高:数控磨削加工,6 块顶锤配对误差极小,压机受力均衡;
规格齐全:从小腔体小顶锤到大产量大规格顶锤全系列覆盖(如图多尺寸型号)。
使用常见注意事项
配套钢环、垫块需平整无裂纹,避免受力偏斜导致顶锤崩边;
升温升压梯度严格控制,禁止瞬间加压、骤冷骤热;
顶锤八角贴合面定期清洁,杂质会造成局部应力集中炸锤;
根据合成工艺选择钴含量:小腔体高频合成选高钴韧性料,大腔体长期保压选低钴高硬度料。
顶锤使用注意事项(直接影响使用寿命)
-
硬质合金属于脆性材料,搬运、堆放严禁顶锤相互碰撞,避免崩角开裂;
-
未做时效处理的成品,客户上机前建议自行时效消除内部残余应力;
-
装配、转运、上机操作做好防护,防止砸伤、磕碰伤人;
-
配套钢环、垫块平面平整无裂纹,保证压机受力均匀;
-
升压、升温梯度平缓,禁止瞬间加压、骤冷骤热。
加工精度优势
顶锤尺寸公差、形位公差全面优于国家行业标准 YS/T503-2009(蓝色为内控标准,灰色为行业通用标准)
尺寸公差对比
| 参数 | 内控公差 | 行业标准公差 |
|---|---|---|
| 外径 D (mm) | ±0.025 | ±0.05 |
| 顶面宽度 E (mm) | ±0.025 | ±0.05 |
| 总高度 H (mm) | ±0.05 | ±0.08 |
| 斜面宽度 F (mm) | ±0.05 | ±0.08 |
| 斜面夹角 β(°) | ±0.05 | ±0.5 |
形位公差内控标准
| 检测项目 | 内控 | 行业标准 |
|---|---|---|
| 顶面与轴线垂直度 | 0.02mm | 0.1mm |
| 锥面圆柱度 | 0.01mm | 0.02mm |
| 锥面直线度 | 0.01mm | 0.02mm |
| 上下顶面平面度 | 0.01mm | 0.02mm |
| 上下顶面平行度 | 0.01mm | 0.01mm |
硬质合金顶锤产品详细介绍
两大核心牌号:GF35H、GF40H
依托自产高纯 WC 原料,搭配精密压制、一体化烧结、高精度磨削工艺,成品抗压、抗弯强度稳定,抗热冲击、抗热疲劳性能优异,适配 160 及以上大规格六面压机。出厂全部经过超声波探伤 + 磁性能无损检测,可按需提供专业时效处理消除内应力。
牌号性能参数表
| 牌号 | 密度 (g/cm³) | HV30 硬度 | HRA | 抗弯强度 TRS (MPa) | 适用工况 |
|---|---|---|---|---|---|
| GF35H | 14.65±0.05 | 1520±50 | 91.2±0.5 | ≥3600 | 通用型,抗压强度高,综合性能均衡,人造金刚石、立方氮化硼 cBN 合成通用 |
| GF40H | 14.40±0.05 | 1500±50 | 91.0±0.5 | ≥3800 | 高韧性特种牌号,热稳定性强,断裂韧性优异,复合片 PDC 专用合成工况 |
全系列标准顶锤规格尺寸表
| 系列外径 | 完整型号标识 | D 外径 (mm) | E 顶面宽 (mm) | β 斜面夹角 (°) | F 斜面宽 (mm) | H 总高度 (mm) |
|---|---|---|---|---|---|---|
| Φ103 | DC@103.5×31.2×41.5×12×76 | 103.5 | 31.2 | 41.5 | 12.0 | 76.0 |
| Φ115 | DC@115×38×41.5×13×82.5 | 115.0 | 38.0 | 41.0 | 13.0 | 82.5 |
| Φ122 | DC@122×44×41.5×13×90 | 122.0 | 44.0 | 41.5 | 13.0 | 90.0 |
| Φ127 | DC@127×43×41.5×13.5×95 | 127.0 | 43.0 | 41.5 | 13.5 | 95.0 |
| Φ128 | DC@128×46×41.5×13×95 | 128.0 | 46.0 | 41.5 | 13.0 | 95.0 |
| Φ136 | DC@136×43×41.5×13×97 | 136.0 | 43.0 | 41.5 | 13.0 | 97.0 |
| Φ142 | DC@142×49×41×15×102 | 142.0 | 49.0 | 41.0 | 15.0 | 102.0 |
| Φ149 | DC@149×51×41.5×15×107 | 149.0 | 51.0 | 41.5 | 15.0 | 107.0 |
| Φ160 | DC@160×57×41.5×15×115 | 160.0 | 57.0 | 41.5 | 15.0 | 115.0 |
| Φ165 | DC@165×61×41.5×16×124 | 165.0 | 61.0 | 41.5 | 16.0 | 124.0 |
| Φ175 | DCΦ175×62.5×41.5×15×120 | 175.0 | 62.5 | 41.5 | 15.0 | 120.0 |
| Φ185 | DC@185×69×41.5×18×135 | 185.0 | 69.0 | 41.5 | 18.0 | 135.0 |
| Φ195 | DC@195×74×41.5×16×145 | 195.0 | 74.0 | 41.5 | 16.0 | 145.0 |
| Φ199 | DC@199×76×41.5×16×142 | 199 | 76.0 | 41.5 | 16.0 | 142.0 |
| Φ220 | DC@220×75×41.5×15×160 | 220 | 75.0 | 41.5 | 15.0 | 160.0 |
备注:除上表标准规格外,可根据客户压机腔体尺寸定制非标顶锤。
顶锤编号规则(示例:DC 160×58.5×41.5×14×115 + 序列号)
顶锤三维模型+工程图纸
-
DC:Carbide Anvil 硬质合金顶锤缩写
-
160:顶锤外缘六面最低点圆弧外径(mm)
-
58.5:顶部小平面宽度(mm)
-
41.5:小顶面与小斜面夹角(°)
-
14:小斜面宽度(mm)
-
115:小顶面至底部总高度(mm)
-
末尾序列号:单件唯一编码,实现生产、出库、上机全流程溯源补充通用参数:常规大斜面角度 46°,外圆锥度 1.5°
12.4 产品应用场景
-
人造金刚石单晶合成(金刚石锯片、钻头、砂轮原料)
-
立方氮化硼 cBN 超硬刀具原材料合成
-
PDC 石油 / 矿山复合片高温高压合成
-
实验室六面顶超高压模拟科研实验